

In the first part of this series, we talked about how metal parts are made using the MIM process. In this next installment, we’re going to discuss the Pros and Cons of using MIM to manufacture gun parts.
MIM Advantages–Cost
We’ll start by addressing the advantages that MIM parts bring to the table, and the first one is cost. While the setup costs for MIM can be steep (engineering, metallurgy, molds, etc.), manufacturing parts using a MIM process can actually be less expensive than forging and machining them, in some cases.
There’s a fair amount of waste involved with machining processes, since a lot of the expensive, raw stock material is turned into chips and dust, but with MIM, there’s a potential to save expense on raw materials, because you’re not starting with a big chunk of metal and “cutting away everything that doesn’t look like a hammer,” or trigger, or whatever. MIM molds get filled with an exact amount of material, and there’s just less waste involved in the carefully metered process.

When humans operate machine tools as part of a manufacturing process, some of the finished parts wind up being out of spec—due to factors like worn tooling, human error, or mechanical issues–and have to be scrapped, which can get expensive, very quickly. While modern CNC machining, with its incredible precision and self-monitoring, eliminates virtually all of that out-of-tolerance scrap, there are still continuous expenses associated with replacing worn and broken tooling (which usually breaks at the worst time, when the part is nearly finished, because Murphy lives in factories, too), or performing preventive maintenance on the complex machines. Sometimes, these expenses can tilt the math in MIM’s favor, for a given job.
MIM Advantages—Small Parts
A significant advantage of MIM over CNC machining is the ability to work with very small, irregularly-shaped parts.
To obtain the legendary precision that CNC machines are capable of, parts must be properly secured in a fixture so that they won’t move, during machining. If you can’t hold the part still, then the finished tolerances will be all over the place, and you’ll probably break some tooling, too.
It’s difficult to secure and stabilize very small parts, though, especially if they are irregularly-shaped and don’t have a large, even, or strong enough surface for a fixture to grip. A cylinder stop, for example, doesn’t lend itself well to fixturing, and would be extremely difficult to CNC.
However, MIM excels at handling small and irregularly-shaped parts, like this. A good mold can readily accommodate them and turn them out with greater ease, less cost, and better precision than CNC machining ever could.
MIM Advantages—Accuracy and Precision
While there’s a nostalgic attraction to the days when armies of skilled laborers worked machines to produce the classic revolvers we loved, a good MIM process can deliver parts that are much more accurate and precise than those were.
With manual machining, the range of tolerances is much broader, because the machines and the people who use them are incapable of the kind of consistency you can get from a dialed-in MIM process. With manual machining, some parts will be at the high end of spec (+) and some will be at the low end of spec (-), but a number will be so far out of spec that they’re just scrapped.
The cost of scrap was not insignificant back in the days when Smith & Wesson used the old methods. Nor was the cost of sorting and inventorying +/- parts on the back end of the machining process.
With a good MIM process, you get much tighter adherence to specs than is possible with the older method. Modern CNC machining will always best MIM for accuracy on parts big enough to be CNC’d, but as we’ve already mentioned, MIM has a clear advantage when it comes to making smaller, irregular parts that are incompatible with CNC machining due to fixture limitations.
MIM Advantages—Strength
MIM can also provide a strength advantage, in certain applications, compared to other forms of manufacture.
For example, back in the days when Smith & Wesson stamped hammers and triggers out of low-carbon steel, and case hardened them, the parts had a thick skin about 12 thousandths (“12 thou”) thick, but a soft core. Once you broke (or wore) through the hard “egg shell” of the 1018 carbon steel, the part was ruined, because the soft steel underneath wasn’t tough enough to do the job.

A modern, MIM’d hammer or trigger can be made much, much stronger, by comparison. While the best hardness for a “hard” MIM part is still in the top eight-to-ten thou of the part, the part is hard all the way through, to the core. There’s a slight gradient to the hardness, which decreases towards the center, but it’s still hard at the core, and bad to the bone (cue George Thoroughgood, here).
You’ll see this if you ever try to bob a MIM hammer spur. Cutting through the MIM’d part will be more difficult than getting through the earlier, case-hardened part, with its egg shell surface and soft center.
It’s an advantage of MIM that this quality can be controlled or “programmed” through changes in compounding, sintering, and heat treating. If you need a high stress part that’s hard all the way through (like many revolver hammers), you can do that. You can also build a part that has a harder surface and softer core (like some other hammer designs, such as the AR-15 hammer), or a low stress part that doesn’t have to be very hard at all (like a thumb piece). The ability to easily “program” these characteristics is a significant advantage of the MIM process.
MIM Advantages—Design Flexibility
The MIM process gives a designer great flexibility, because molds can be created with pockets, odd or complex shapes, and internal spaces that you couldn’t possibly machine.

These capabilities can be used by a savvy designer to simplify a part. For instance, parts can be made with interlocking surfaces, or male-female interfaces, that allow a designer to eliminate pinning them together. This not only removes an extra part that can be easily lost (how many of us have done the “gunsmith’s prayer,” looking for a small pin that fell out?), it can help to reduce the scrap that results from drilling holes to the wrong tolerance, or bungling pin installations during manufacture.
Similarly, parts can be built with recesses for springs that eliminate the requirement to pin them into place.
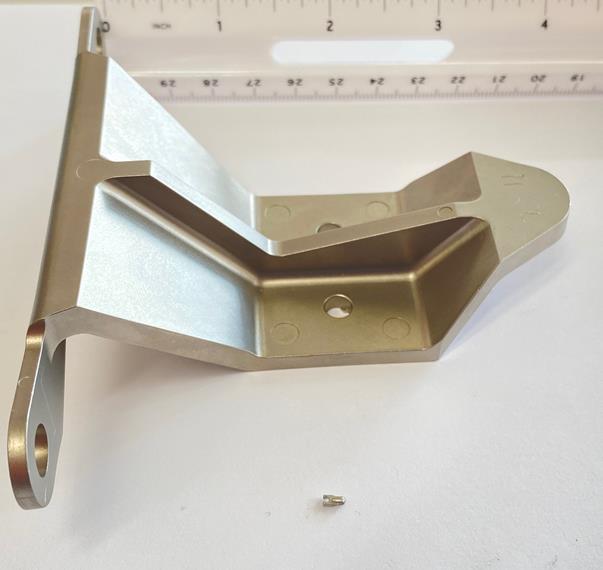
The new, angled thumb piece on Smith & Wesson revolvers illustrates this MIM advantage. It’s more ergonomic than the old design, but the complex shape couldn’t be manufactured affordably if it had to be machined. It’s easy and cost-effective to MIM the part, however, so that’s what S&W does, and the customer benefits.
MIM Disadvantages—Set Up
The advantages of using MIM are significant, but there are downsides that must be considered as well.
One of the most significant disadvantages was hinted at in the prior segment, when we discussed the time, expense and energy required to set up for MIM production. Getting a MIM mold, recipe, and process ready for production can take as long as a year, and involve costs that near a hundred thousand dollars, or more, for a single small part. This is a very deliberate method of manufacture, which requires careful planning—it’s not well-suited to rush jobs, tinkering, and prototyping / experimentation.
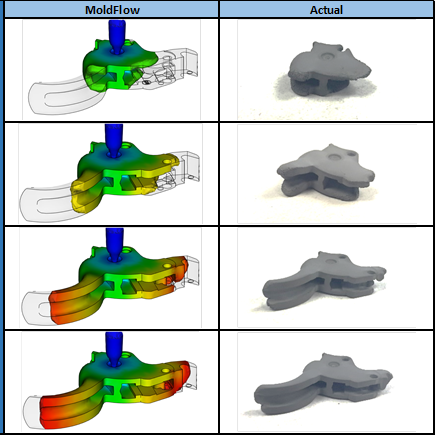
Remember, too, that every time you create a new mold (perhaps to replace a worn one, or to manufacture a different kind of part), you have to start over from the beginning, with engineering, flow analysis, inspections, x-rays, shooting the parts, cutting the parts open for metallurgy tests, refining the mold, and so forth. Those are sunk costs that you can’t avoid, if you want a good part. The manufacturer may not have to perform all these tasks themself, if they purchase their parts from a MIM house, but the work still has to be done by somebody before manufacture can begin.
This can make it a little more complex to scale up MIM manufacture. If you want to make more parts than a single mold / machine can produce, you could build additional molds, or build multi-cavity molds, but since every mold represents a significant investment in time and expense, and has its own bell curve of tolerances to manage, you can’t increase your output at the drop of a hat. It takes some time to make it happen.
There are significant time and energy costs associated with compounding, as well. To get a good result, you need to custom blend the powder mix to meet the specific requirements of your application, and this takes some effort and expense to do the metallurgy. An “off the shelf” mix might be less expensive and offer the promise of shorter lead times for production, but it may not be suitable for the job, and the parts may suffer durability issues or other problems.
Of course, once the recipe is perfected (powder blends, binder, temperature, time, etc.), you can’t change it without changing the final product, so a manufacturer must stick with the formula if they want consistent parts. Part of the effort to set up MIM production then, involves securing reliable contracts with suppliers for your metal powders, binders, etc., because the MIM process is not amenable to using substitutes for the key ingredients.
MIM Disadvantages—Scale Efficiency
Considering all of this, one can understand how it’s not cost-efficient to use MIM for small scale production. If you want to prototype a part, or do a limited run of a special offering, then it probably won’t make sense to manufacture it by MIM. It also doesn’t make sense to use MIM for small, infrequent batches of parts.
MIM Disadvantages—Design Challenges
We’ve previously discussed some of the design challenges associated with making a good mold for MIM.
For example, hiding the gate and pin marks so they won’t show up on a cosmetic surface can be difficult to balance with keeping those same marks away from a working surface. On a hammer, for instance, you have to keep the part that interacts with the sear nice and smooth, without any gate or pin blemishes, but you also can’t afford to have those blemishes visible on the sides or top of the hammer, which will be exposed outside of the frame, because the customer doesn’t want to see those unsightly marks. Trying to satisfy these competing priorities can present difficult challenges for engineers, especially on very small parts.
There are other design challenges with MIM, however. For example, MIM is not a good process for large parts. Although shrinkage is tightly controlled in MIM manufacturing, and can be highly repeatable, it’s still not linear and 100% repeatable every time. You can get differences in dimensions that would be acceptable in a small part, but would be unacceptable when you scaled them up to a larger part.

Additionally, large parts can warp more easily during the sintering process, and sagging is a bigger issue. The furniture that holds the part must support the part as it shrinks and moves across the surface of the supports, and this is a tougher job for a big part. Small parts are easy to support, because there’s not much weight in between the supports to cause sagging, but a larger part can quickly sag between the points of support and wind up out of tolerance.
Workarounds like ceramic holders or supports inside the furniture are troublesome, and of limited utility for big parts. In some cases, it might make sense to add some support pads to the part itself to help prevent sagging, which could be machined off later.
Another design challenge with MIM is designing a tray that will allow it to slide smoothly across the surface of the furniture, without warping, as it shrinks during sintering. Sometimes this can be achieved by designing the part with a flat surface, but more frequently, it’s achieved by incorporating supports into the custom, ceramic tray. As you can imagine, the difficulty of properly supporting the shrinking part increases when the part has an irregular shape, and it can take a lot of work to perfect the sintering tray/furniture.
MIM Disadvantages—Required Production Changes
Sometimes, it’s necessary to make adjustments or changes in the production process to accommodate MIM.
As an example, when Smith & Wesson’s rear sights were made from stock, it took about ten minutes in the solution to blue the carbon steel, but their new MIM carbon steel sights didn’t behave the same. After ten minutes, the MIM carbon steel sights were left with a reddish hue, and S&W determined the parts had to be left in the solution for another 15 -20 minutes before they could achieve the same color as the old part.
That was an easy change for Smith & Wesson to make, but it highlights the fact that there’s a learning curve which comes with the new process, and sometimes a manufacturer will have to make small adjustments to the way they normally do business, to accommodate MIM.
MIM Disadvantages—Cosmetics
The biggest hurdle for MIM though, is cosmetics.
A MIM’d part won’t accept bluing like a carbon steel, and will look different after case hardening/coloring. The attractive, blue and purple hues that you’re used to seeing on carbon parts will normally be absent on MIM metals, which tend to take on darker, gray and brown hues.
Additionally, the MIM metals used in firearms don’t always polish up bright and shiny like other steels do. They often tend to have a flat or satin appearance, not a glossy one. It’s possible for a MIM manufacturer to produce gold plated parts, nickel Teflon-coated parts, polished black hard coated parts, and painted parts that look attractive, but it’s more difficult to get a “mirror bright,” polished finish on the stainless steels used in revolver manufacture, using MIM.

MIM parts will also suffer the indignities of mold marks from gates and pins, as we’ve previously discussed. A good designer can hide most of them, where they won’t be readily seen, but they can’t be eliminated. You’ll still see them if you know where to look, and if the designer did a poor job (like they did on a particular maker’s trigger that I’m thinking of), they’ll be highly visible.
These cosmetic issues are not a problem for interior parts, that are hidden from view, but a manufacturer has to consider if MIM is an appropriate process for parts that will be visible. A well-designed, MIM part isn’t necessarily unattractive, but it won’t look the way that traditionalists might expect or want it to, so there may be occasions when a manufacturer will avoid MIM to preserve a certain appearance. Similarly, there will be other applications where a small change in appearance is worth all the other advantages that MIM provides.
MIM Disadvantages—Customer Acceptance
The cosmetic issue contributes to another disadvantage of MIM parts, which is the challenge of getting the customer to accept products made with the new method.
Gun buyers are a conservative lot, as a whole, and revolver buyers are perhaps the most conservative segment of the group. Sometimes, it has been hard for manufacturers to sell MIM to traditional-minded customers that are more comfortable with older production methods, even if the parts made in those older processes weren’t as consistent or as durable as the new MIM parts can be.
Some of that is certainly due to the cosmetic differences of the MIM parts. To many eyes, the old case-hardened hammers and triggers were more attractive than today’s MIM alternatives, for example. Too, the older carbon parts sometimes featured more attractive styling, and even sounded a little different when you cycled the action (am I the only one who thinks some of the new MIM actions make a tinny, “tink” sound, compared to the deeper “thunk” sound that you got in the older guns?).
So, cosmetics is certainly a reason why MIM is not popular in some circles, but a lot of the antipathy towards MIM is just distrust of the new technology. Some of that distrust has its roots in the early struggles with MIM, when the industry was still on the steep part of the learning curve, and making mistakes that they would later learn from. Some of the distrust was generated from the actions of manufacturers who didn’t “do the work” early on, and produced low quality MIM parts that tarred the budding technology’s reputation.
The MIM process has matured though, and the people who work in the industry tell me that the various MIM houses are making very good quality parts these days, across the board. However, it’s a difficult challenge to change the minds of some consumers, who decided long ago that they didn’t like MIM, and have an emotional attachment to “the old ways.”
One of the things that makes customer acceptance more difficult to achieve is that the manufacturer is the one who’s most likely to see and derive the benefits of MIM. The average consumer doesn’t know about, and wouldn’t care about, the concerns that the manufacturer has over things like parts consistency, tooling costs, reducing scrap, design improvements, production efficiencies, and so forth. Those are things that make MIM very compelling to a manufacturer, but are largely invisible to the consumer.

The consumer, for example, knows that his older, machined revolver has a slightly better action than the average new MIM gun, but he doesn’t realize that he was rather lucky to get it, because the older manufacturing process was inconsistent, and he could just as easily have purchased a gun with a lesser-quality action.
He doesn’t know that several parts may have been scrapped before they finally made a good one for his old gun, or that guns like his old one had a higher rate of warranty returns than the new guns made with MIM parts. He doesn’t know that the old guns were hand-fitted, because they had to be, as it was the only way to get a collection of +/- machined parts to work together—it wasn’t as much a mark of craftsmanship, as it was an admission that the manufacturing process struggled to deliver parts with consistent tolerances!
Those aren’t the consumer’s concerns. Efficiency, consistency, logistics, and production cost savings are headaches for the manufacturer, but not for him. He is more likely to care about cosmetics, and doesn’t understand how the other advantages of MIM might offset the less attractive appearance of some MIM parts, and allow the manufacturer to produce a stronger, more consistent product, at a more affordable price point, than the older methods would allow.
They Don’t Understand
That’s perhaps the greatest disappointment for the employees who work hard to make today’s guns, because the consumer, “doesn’t know what we know, doesn’t see what we see.”
It’s possible that if the average consumer understood more about the manufacturing process, and the advantages offered by new technologies like MIM, they would be much more accepting of the new guns made with these parts.
It’s also possible that if the consumer understood more of the engineering behind the production changes, he’d understand that all of the changes were meant to improve the gun, not to cheapen it, as he may have been led to believe.
We’ll address more of this in the next segment, which will focus on the changes which occurred in Smith & Wesson revolvers over the last several decades, and the reasons for them. We hope you’ll come back to check it out, here at RevolverGuy.com.
*****
RevolverGuy would like to thank Craig Mariani (the former Team Leader of the Smith & Wesson Revolver Engineering Team) and Norm Spencer (a Smith & Wesson Machinist, Model Maker, and Manufacturing Engineer) for their assistance with this project. The education they provided was critical to our understanding of MIM technology and the manufacturing changes that occurred at Smith & Wesson during their tenure. We would also like to thank the team at ARC Group Worldwide, for their information and assistance. Thank you, gentlemen, for sharing your experience and knowledge with us!
Thank you for this informative series on the “behind the curtain” works with MIM parts, Mike. It’s an enlightening perspective you offer of the guys making the parts to improve the revolver, not to cheapen its manufacturer. Mim parts likely didn’t get a fair shake from most conservative revolver curmudgeons because of the break from traditional manufacture. I’m glad you are going to cover the changes made in S&W revolvers, that will be beneficial to readers! The time that S&W started modernizing production and making changes was a time that I was off doing semiauto stuff, so it seemed like it all hit at once. MIM parts, frame mounted firing pins, unconventional shrouded barrels, etc. It felt like I woke up one day and S&W had completely changed their revolvers. Heresy!!! Like a lot of folks, I unfairly judged Big Blue on that.
I agree with your observation about MIM action parts and the sound they make when a S&W revolver is dry fired. It’s completely different, as is the feel of the trigger pull verses forged and polished action parts. Easy to forget all the problems you mentioned with hand fitted forged parts and judge MIM actions against custom tuned actions done by master gunsmiths. It’s not a fair comparison, and I’m certainly guilty of doing it.
S&W’s intent was to make the guns better and stronger. A good example is doing away with the hammer nose type firing pin. As much as I love the feel of the old guns, I have experienced a hammer nose break in a K frame, thankfully in a competition gun not a fighting gun. Thats a completely debilitating failure that renders the revolver inert until repaired. Not gonna happen with a frame mounted firing pin.
You rightly mentioned S&W’s new style thumb piece as a good example of the right use of MIM to make a part. I completely agree with that! IMHO, The MIM ergonomic thumb piece is the best part ever made for this task. I routinely install the new thumb piece in old guns because it is so good.
Thanks Mike!
As a left handed shooter, I dislike the angled thumb piece because it bites into my skin when using my index finger to actuate the thumb piece. Feel free to send me all of your discarded old-style thumb pieces :).
Hey Greyson, not discarded. We could work out a swap! 🙂
I don’t currently have any S&W revolvers that need an old thumb piece since I picked one up on Ebay, but it’s nice to know that the old ones aren’t being tossed out wantonly.
Kevin, you’re a great Straight Man. I’ll be talking about how those changes played out in a future installment. It was a bit of a Rip Van Winkle moment, wasn’t it?
Your comment about the obvious MIM gate on a particular trigger had me searching. I knew I had seen exactly what you were talking about, but I assumed it was a lower cost gun that exhibited that “feature”, so I checked the wrong places for the issue before I found it. I’d never really been that bothered by the obvious gate mark until your comment lead to me realizing just how much of an outlier it is.
Yeah, it’s kinda distracting, once you notice it.
Excellent work again. We revolver folk are different.
I have to say that from what I see at the gun-counter, “typical” consumers do not know diddly about manufacturing.
A few blow-hard boyfriends pretend to know, but most of the buyers at my LGS are shopping by price. The RSOs recognize the gun-geeks like me, saying “oh, you are the dude who bought that CZ-75 Omega.” I doubt they recall the buyer of the $300 plastic-fantastic 9.
Agreed, Wheelgunner. There’s not a lot of folks, on either side of the counter, who understand much about what’s going on under the hood. Cosmetics and marketing play a much more important role than they should, as a result.
Excellent article. Very informative about stuff I didn’t know and would not have known.
Gives me a new perspective from the manufacturers point of view.
Thanks Joel! This project was eye-opening for me, too. It’s been a real education, and I’m glad I could bring you all along for the ride.
These articles have gone a long way to dispel my (sometimes incorrect) notions about MIM, and in fact have helped me appreciate its many improvements over the older technology. If new innovations didn’t take place, we’d still be throwing rocks and sticks at targets instead of employing modern firearms.
So true, Spencer! Thanks for the kind words about the series—I’m glad it’s been useful for you!
Outstanding articles!! Well done! I learned a ton.
More to come! Thanks Anner!
I am really liking this discussion on Mim parts. I think that they have gotten a bad reputation in some ways from collectors of old guns that were made from forgings and bar stock. I have been in gunshops where the saleman will state that these new guns with the mimmed lockwork will never hold up like the old carbon steel parts..
I remember the Hartford, CT PD was using the S&W M&P 45 as a duty arm when they started to have issues with the extractors failing. Local blogs and forums were filled with all kinds of stuff about how lousy MIM’d parts are and that they cannot hold up to the wear and tear…I know there was a learning curve that S&W had to adjust to. I appreciate the unbiased review of the pros and cons of the operation as well. I know that Glock has been using MIM’d parts for years, the locking block on a Glock is MIM’d and they do not fail. Your info is much appreciated look to read even more about it…
Thank you Sir! I’m glad you’re getting so much out of it. RevolverGuy is like Sgt. Joe Friday—-we’re just interested in the facts!
Great Part II . . . can’t wait for Part III
As ‘Ted’s Dad’ observed, S&W did have a rather steep learning curve in the MIM technology. It was the same in 1967 when the Illinois State Police adopted the S&W M39, and teething problems ensued – so much so that the platform evolved through three generations to become one of the most reliable pistols in police holsters. Without S&W venturing into that briar patch, it’s doubtful we’d have the Glock, Beretta, SIG and S&W autoloaders as LEO gear today. They are doing it today in revolvers. The internal lockwork is stronger, more consistent, and designed to give a longer service life and less time having to be tuned up.
Kevin McPherson correctly observed that with the ‘old fashioned’ parts, hand fitting was required, and in some cases ( like the pre-1970 Colt revolvers ) it was a tedious and aggravating at times. Hand fitting only amplifies the possibility of inconsistencies. Having parts that are structurally stronger, more uniform in fit and finish greatly contributes to a smoother action and a longer functional lifespan.
For many folk, the introduction of MIM parts seemed to be a sudden event courtesy of S&W with a perception of taking shortcuts and cheapening things out. But the technology goes a long way back – to the Colt Mk III series, and even to the production of many of the smaller parts of the M16, such as the bolt, extractor, trigger, disconnector, hammer, full auto sear, etc. Nearly all of your lower receiver parts in MSRs are MIM. Mike will correct me if my info is awry , Ruger has gone so far as to purchase a company that specialized in MIM manufacturing. Most other gun companies are availing themselves of the same process.
Now for S&W to dump that Hillary Hole !!
Amen. That damned lock is a HUGE obstacle. A fatal deal-killer, for many.
Interesting you mention the M39, as I’ve been reading quite a bit about that lately. Salt Lake City PD and some others were so disappointed with the M39 (and the available ammo), that they went back to revolvers (Model 64s, in SLC)! Things got better, over time, but it was not a smooth transition. Many bumps in the road before the WonderNine Wars of the mid-80s revolutionized what was in police holsters.
I don’t know when the SLC PD adopted the M39, but the comment about the available ammo really rings a bell. In the 70s and 80s, 9mm ammo had a reputation as a poor stopper and a good overpenetrator, and newer designs were just getting the 9mm’s reputation out of the mud when the Silvertip’s failure in the 1986 Miami FBI shootout knocked it down again. It wasn’t till the 90s and 2000s that newer bullet designs gave the 9mm the reputation it has today. (If the 9mm had blown Platt and Matix’s lungs out, the .40 S&W might not exist today.)
And yes, I echo the other commenters’ kudos for the two MIM articles. The first one was a little too technical for this criminal-justice major to properly process, but it was still interesting, and the second one, giving the pros and cons, was very enlightening. I’m looking forward to the next one, assuming I can understand it.
Thanks again.
Ha! Hang in there, friend. The next one will be an easier read! Glad you’re enjoying them, though.
Yes, it was ISP’s experience with the 9mm that really brought us into the era of decent 9mm ammo. They get the credit for the high-velocity 115 grain JHPs that really changed the 9mm landscape. The FBI experience was also formative, but more in the long run, than the short, in my opinion. The 147 grain loads the FBI pushed after Miami weren’t nearly as effective as the lighter and faster ISP load (and arguably no better than the 115 Silvertip). Their Protocol would eventually usher in better 147s like SXT, Gold Dot and HST that do nicely, but the first generation 147s (OSM) were a poor choice compared to the 115 +P/+P+ loads encouraged by the ISP experience, I think.
Thank goodness we have such better choices today! Those coppers of the 60s-80s did a lot of heavy lifting that we’re still benefiting from!
Really great content Sir! Even though I have used MIM Smiths for a while, I definately have a new appreciation for them. I never really gave much thought to what goes into a MIM process vs older manufacture methods. I too have experienced gun shop clerks talking down on the newer Smiths strictly based on the MIM process. I can’t help but think how many other products they endorse that also use MIM and they just don’t know it.
Absolutely, Mark. Almost everyone is using MIM these days! The guns they prefer are probably full of MIM! Glock, Springfield Armory, Colt, Ruger, Sig Sauer . . .
Very informative article! It corrected some of my false ideas about MIM parts and made me more confident in my newer S&W’s. Keep up the great work Mike!
I really appreciate your technical articles… I gain a deeper understanding of what is going on with the equipment I use! Plus, as always, fun to read. Thank you, Mike.
Thanks buddy! More to come!
I’ll always be a hand fitted blue steel and walnut kind of guy. Well, if I ever win the lottery, I will be.
Haha! I get it, Ian. I really do. I’ve always liked the older guns, and have avoided the new ones, since the lock was introduced. This project has opened my eyes to some of the things that I’ve overlooked on the new guns, though, and I have a new appreciation for them. The lock is still an obstacle for me, but I’m now willing to concede that my MIM-phobia may have been misplaced.
Having served as a LE firearms instructor and rangemaster, and S&W Armorer, I agree the new generation revolvers – with MIM – are stronger, more precise, more consistent, and generally more reliable. The old classic and classy guns were hand assembled because they had to be, the tolerance stack of the various part required swapping and fitting and make them work. And a measured whack with a lead bar somehow miraculously cured seemingly intractable functioning issues! My issue Model 13-3 broke it’s hammer nose TWICE during my academy firearms training. On my second field firearms training session, it broke for the third time. After that I only carried my own personal revolvers.
But the flip side is also true: S&W screwed the MIM goose that laid the golden egg, when they decided to do away with QA inspection as well. Offer a Lifetime Warranty, and just pay for the customer to send them back for repair. The number of new generation MIM S&W revolvers that are craptastic right out of the box is appalling – and the customer wrongly blames MIM. For the past three years I’ve worked in a local shop and what comes out of that blue box is most definitely neither precise nor consistent. The J frames are particularly hideous, but the misnamed “Custom Shop” K frame models are equally bad: rough/misshapen crowns, heavy and inconsistent trigger pulls, mis-aligned yokes and barrels, to name a few. Add to this the “new” barrel/cylinder gap max tolerance of .012!! This is double what is was in the “old and imprecise” era, and it’s frankly dangerous with lead bullet ammunition.
Here’s a personal experience. Having owned dozens of S&W revolvers over the years, earlier this year I decided to add a new generation Model 10-14 to my modest K frame collection and ordered one (I have 10-6, 10-7, 10-8, 15-4, 19-3, etc you get the idea). Factory new right out of the box, the action was rough and would not time correctly on all chambers, and the mainspring strain screw looked like it was tightened with a screwdriver from the Harbor Freight bargain shelf. Appalling. There is no way that revolver was looked at by any sort of QA inspection after assembly. Back in the day, the functioning defect was probably a mis-cut ratchet or hand fitting error; fixed in a couple hours. Without firing it, I returned it to S&W. Four weeks later…. the factory called to say the frame is out of spec and they were replacing the entire gun. Four more weeks later, I received the replacement, and it is perfect in every way, and shoots to the sights.
Now the replacement is what S&W should be putting in the box to begin with. But they are not, and so their reputation is what it is now. And MIM has nothing to do with it, yet everything to do with it. It was always about cutting costs, period. The benefits were interesting coincidence.
Thanks for the front line report, Sir! I appreciate the data points.
I’ve been getting some feedback that the new MIM K-Frames are erratic in their quality, and the actions are frequently rough, even to the point where one of our readers had a trigger that would stick, and not rebound. It seems like the J-Frames generally fare better than the Ks, according to the reports I’ve received.
Your analysis of the situation is important—that the fault lies not with MIM parts themselves, but the decision to abandon important quality controls like inspection and testing. That’s not a winning solution in any manufacturing process.
I’m glad to hear they got you a gun that was built as it should be! That tells me they are still capable of making a quality gun with the new manufacturing process, when they pay attention to what they’re doing. That’s a mangement issue, more than anything, and it can be fixed.
It seems that the “Great Gun Panic of 2020-2022” has affected QC at all the manufacturers, not just S&W. Labor issues, supply issues, and unprecedented demand have all placed a huge strain on manufacturing. We’re seeing more flaws in guns and ammo, in the past few years, than normal. I’m not suggesting the issues you’re describing are solely attributable to these forces, but the conditions of the past few years have certainly made things worse.
As the market cools here at the end of 2022, and the pressure is relieved, I’m hoping our manufacturers can get back to better quality standards!
My awareness of product quality control troubles started around the mid-1980s when friends who worked in the computer industry complained about it to me, that is, the-then lack of quality control. In any event, the new corporate thinking seemed to be “let’s do away with quality control, let customers be our quality control, and we’ll save a bunch of money.”
Over the last several decades, that corporate mentality appears to have spread everywhere, including firearms manufacturing. And with the rampant monopolization of just about everything in the business world this has led to lower quality stuff, higher prices–and few alternatives for customers because of the lack of competition.
Absolutely, Spencer. Some accountant says it’s cheaper to do away with QC efforts, and just deal with the small number of unhappy customers who go to the effort of returning the product for warranty service, so that’s what they do. Unfortunately, he’s right—it DOES save them a bunch of money, and that makes the suits happy. A management team with pride in their product would find the tradeoff unacceptable, but a team that’s overly-focused on expenses will think it’s a great strategy.
However, it doesn’t make the customer happy. He wants his stuff to work properly, and doesn’t want to be the beta tester, or have to return things for repair.
It takes a long time to build a good reputation, and very little time to destroy it. We’ve seen that in all kinds of industries, haven’t we?
I think trying to save money by eliminating QC measures is destined to cost money in the long run, as customers flee to other brands. Fortunately, we still have some choices in the revolver market. Actually, you could argue that the market has been expanding (the growth of Ruger and Taurus, the rebirth of Colt, the entry of Kimber) as a result of this cost-cutting philosophy. Those other players certainly have struggles of their own, but the competition is good for us.
We also have some very talented ‘smiths out there, to make things right. We’ve featured many of them in these pages. One of them tells me his orders for work have increased 50% this year, and I suspect lousy QC is definitely responsible for part of that increase.
I opened up my new kimber k6xs and how clean and finished it looked due to mim was a welcome sight. I’m not sure but wouldn’t be surprised if the side plate and even frame were mim. I look forward to reviews on this one. It looks like the rear of the trigger where it touches the hammer has titanium nitride on it.
They seem very next generation compared to my 442-1.
Joanie, I’m glad to hear you like the new K6xs. We’re trying to get a sample to test here. I suspect that you actually mean “CNC” instead of MIM, in your comment? There may possibly be some MIM parts inside, but I think Kimber is machining frames, sideplates, etc.