

The topics of modern manufacturing methods and product quality have been on lots of RevolverGuy minds, lately. We’ve been fortunate to see the “Revolver Renaissance” of the last decade inspire many manufacturers to introduce new and upgraded revolver products, but they haven’t always met our expectations, have they?
ISSUES
Some of these products have incorporated design features that belied an inexperience with actually using them, as if the manufacturers didn’t really understand the needs and desires of their customers. There are plenty of bad sights and bad grips out there in the revolver market, and more than a few design features that leave experienced RevolverGuys shaking their heads. Yet, while there’s still plenty of work to be done here, I think we’re seeing some definite improvements on this front.

What’s been more concerning, I think, are the quality issues that so many RevolverGuys have encountered with their new purchases. If a manufacturing flaw or assembly error results in guns that don’t work as intended, parts that fail prematurely, or a gun that doesn’t live up to expected cosmetic standards, that’s not a good thing. At the very least, it will cause a hassle for the consumer, who has to jump through the hoops to get it repaired (hopefully under warranty, but perhaps at his own expense). If the problem is more significant, or the customer service experience is poor, it might sour the consumer on the brand, which makes everyone—both consumer and manufacturer–unhappy.
Of course, the very worst case is when the product doesn’t perform as it should, and someone gets injured as a result. Fortunately, the underlying problem is usually detected before it gets this far, and these cases are exceptionally rare.
EXAGGERATED?
It’s hard to get a good handle on how bad or widespread the quality control problem is, right now. Communications tools like the internet and social media have shrunk the globe and connected us in ways that would have been unimaginable just a generation ago, and while they’ve improved the sharing of information, they’ve also had the effect of making some small problems appear to be much larger than they are.
Today, if “RandoBlasterBoy83076” has an issue while he’s shooting his new gun, he can hop on his phone, complain about the experience, and have the information travel around the globe before he even gets home. That’s quite impressive in one respect, but it’s also a problem when we consider that the information may be no good. If Rando is just a tyro, and the “malfunction” was a result of his own error, and not the product itself, he can inject bad information into the conversation, and unfairly prejudice the discussion—especially after it gets “shared” and distributed by millions of viewers, readers, and “friends.”

When I was growing up in the gun world, it was very different. The sources of information were less plentiful, less accessible, and more filtered. You might hear an odd story about a problem from a friend at the range, or a guy in the shop, but your exposure to these reports was both limited and localized. The only way you were likely to hear a story from someone across the country was through print media (a letter to the editor, perhaps), which had a much tighter control on the information. The editors and authors of the era acted like filters, and the average guy’s accessibility to information about product quality was quite limited (I’m not saying that was a good thing, only that it’s how it worked).
So, if ABC Industries had a problem with their Widget2000, you were unlikely to hear much about it, unless you or someone you knew had one, you had contact with an person or institution that had a lot of experience with them (a gunsmith, a police department, a staff member at a busy public range, or maybe one of the few civilian training academies in existence), or the problem rose to a level of severity that even the advertising department at Blasters & Bullets Magazine couldn’t ignore it any longer.
A FAIR ASSESSMENT
So, as much as things were underreported in my earlier years, they’re probably overreported today, and that makes it tough to measure where we’re at.
However, I do think it’s a fair assessment that a broad collection of companies in our industry have been experiencing recent difficulties with product quality.1 Many gun and ammo companies have had some level of difficulty producing a reliable, quality product—maybe it’s not as bad as we may believe, but it’s certainly enough that it’s a legitimate concern for RevolverGuys. I’ve personally experienced some of these problems, and so have other writers here at RevolverGuy.com. I have trusted friends and readers who have shared their own credible experiences with me, and I’ve also been able to talk to the industry professionals involved in making these products and dealing with the issues. The inputs from all of these sources have convinced me that we’re dealing with an elevated level of quality issues in the industry, right now—more makers are having a more difficult time making quality products.

The reasons are plentiful, and range from supply and labor interruptions (particularly during the height of the ChynaVirus), to the difficulty of maintaining standards while meeting a global surge in demand (inspired, in part, by wars in Europe and the MidEast), to finding enough skilled labor to do the work, to cost pressures in a shrinking economy, to corporate relocations, to the difficulty of manufacturing “old world” products using “new world” methods.
There are many negative influences on manufacturing right now, but regardless of the cause, RevolverGuys are seeing more revolvers that won’t revolve properly, and more primers that won’t pop. So, it seems like a good time to talk a little about a recent behind-the-scenes tour of a major firearms manufacturer that I had, and discuss what they’re doing to modernize and improve manufacturing, and promote a culture of quality in their organization.
PRESS-KIT
I got into town a day early for the 2025 Pat Rogers Memorial Revolver Roundup because I had the opportunity to tour Ruger’s Prescott, Arizona facility, and visit with senior leaders there to discuss manufacturing processes, and how the company’s new leadership is tackling the issue of product quality.

For those unaware, Mr. Todd Seyfert was appointed President and CEO of Ruger on March 1st, 2025, and in the months that followed, a number of faces changed, as a new team was built to manage the company. This is standard stuff in corporate America, but it’s also something most consumers are oblivious to, so it’s important for you to understand that many of the managers I met in Prescott were still settling into their new roles when I met them in November, and the company was experiencing a lot of change.
The company’s newest handgun product, the Ruger RXM pistol, is manufactured in Prescott, along with a host of other semiautomatic pistols and the Wrangler and Super Wrangler revolvers that are of particular interest to RevolverGuy readers. I’d get a chance to tour the RXM and Wrangler assembly lines as part of the general tour of the facility, and talk to several Ruger executives, to include the Assistant General Manager of the operation. Prescott’s team was excited to show us how they make the guns, and talk to us about the cultural changes underway at Ruger.
THE NEWEST LINE
Our tour of the factory floor was led by Mr. Heath Putnam, Ruger’s Director of Advanced Manufacturing. In this role, Heath is responsible for supervising the engineering team that develops the tools, machines, equipment and processes used to manufacture firearms. They build, maintain, upgrade, monitor and repair the assembly lines that produce Ruger firearms, and continuously seek to improve the efficiency and quality of the manufacturing process.

Heath was excited to show us Ruger’s newest assembly line, the RXM line, because it represents the best that Ruger has to offer—the latest ideas, processes, and technologies for building guns. Even though the RXM isn’t a revolver, it was important to me to see this assembly line, because it would give me a chance to see Ruger at its best, and understand the manufacturing upgrades and enhancements that would eventually flow through to the other Ruger manufacturing facilities and product lines (such as the Newport, NH location, where most of the revolvers are made).2

I had toured the Prescott plant previously, in July of 2017, and thought I had a pretty good idea of what I’d see on the factory floor, but frankly, I was pleasantly surprised to see that Ruger had been hard at work, improving things, since my last visit.
SAFETY
Actually, the improvements were noticeable before I even stepped onto the factory floor. In 2017, I’d been required to don eye and ear protection before entering, but this time the ear protection was not necessary, as Ruger had completed a program to reduce the noise level on the floor, and make it hearing-safe. Old, noisy machines had been replaced with quiet ones, where possible, and the remainder were modified to contain and muffle the noise. In a similar fashion, Ruger had cleaned up the air in the factory, with upgraded equipment that produced less particulates, did a better job of containing them, and a more efficient job of filtering and trapping them.

Heath explained these improvements were necessary to create a better and safer environment for the employees to work in, and Ruger felt the investment paid off in many ways, to include injury reductions, improved morale, and better productivity.
EFFICIENCY
So, safety was clearly a primary concern on the floor, and we saw evidence of it everywhere, to include machines with sensors that would automatically shut things down when cabinet doors weren’t secured, or something trespassed into the safety zone. But right behind safety was an increased emphasis on efficiency.
When I’d last toured the Prescott plant, the workers there were busy making plastic-framed autos (such as the LCP and LC9) and the newly-introduced SR1911-series guns. The SR1911 production line was the new kid on the block, and the jewel of the factory that showcased all the modern machines and production methods. I watched chunks of steel get milled into guns by CNC machines and walked away impressed.
By today’s standards, though, the SR1911 production line is looking a little dated. The machines used in the new RXM production line are much more efficient than the older ones, and are arranged to support a better workflow.
Heath explained that the Manufacturing Engineering team did lots of work to plan the best arrangement of the machines on the RXM line to maximize the efficiency of the cell. In older production lines, like the SR1911, machinery was often spaced three to four feet apart, and parts were moved between them on conveyor belts. This layout resulted in production lines that were around 500 feet long, and required workers to do a lot of walking as they shuttled materials, parts and tools between the machines.

In contrast, the machines are spaced very closely on the new RXM line and the conveyor belts have been eliminated. This has shortened the length of the production line by about half (around 250 feet, total) and has eliminated about 1.7 miles of extra walking for each employee over the course of a single shift.
The workflow has been changed as well, so that machine operators are constantly moving from station to station, performing tasks in a leapfrog kind of manner that keep parts continuously moving on the production line, instead of standing in position in a single place. In example, an operator on the RXM line may load a part into Machine A, then move to Machine B to remove the part that was just completed and load it into adjacent Machine C, then go back to Machine A to repeat the process. This keeps the operator and the parts moving, helps to maintain focus, and eliminates unproductive delays as an operator stands by at a single machine.
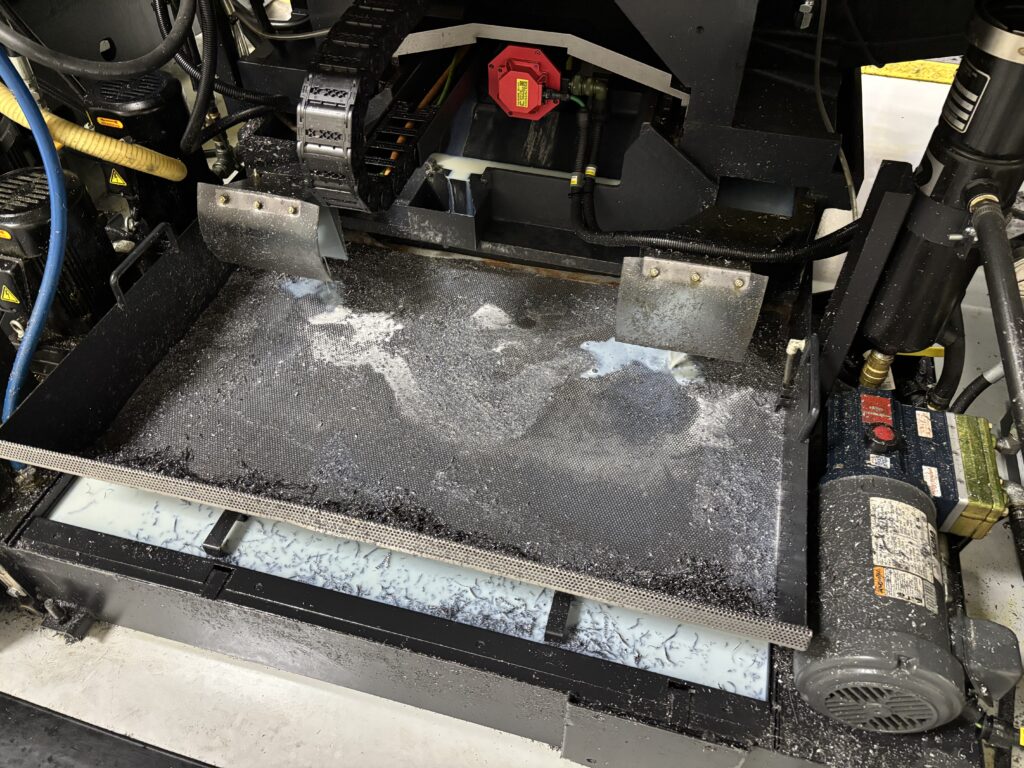
In addition to maximizing the efficiency of the operators, the machines themselves are much more efficient than the older designs. The new machines, for example, are self-cleaning. They all have automatic cabinet washing cycles that keep the machines clean, protect the equipment, decrease the hazards to the operator, and decrease manual labor costs. The scrap metal chips from machining are collected in a bin at the rear of the machine that make them easy to remove for recycling, making that process much more efficient than it was previously.

Many functions that previously required an operator to perform them have been automated in the new machines. Many of the tolerance checks and measurements that may have been done manually on older machines are now done automatically by the new machines, saving time and labor.

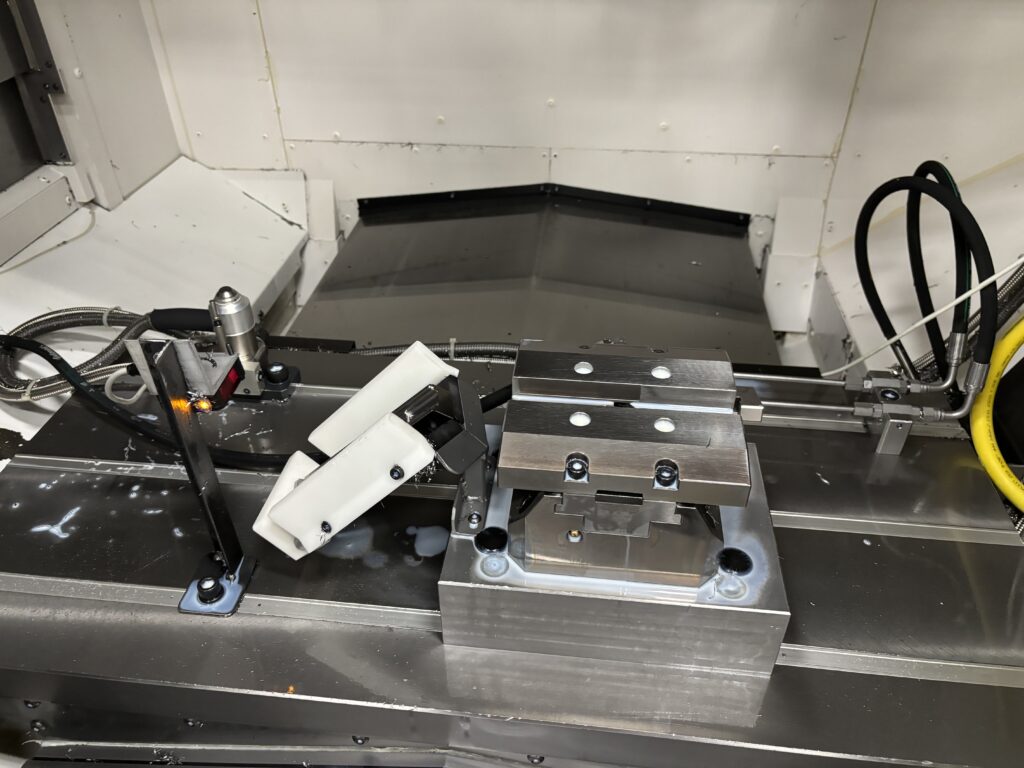
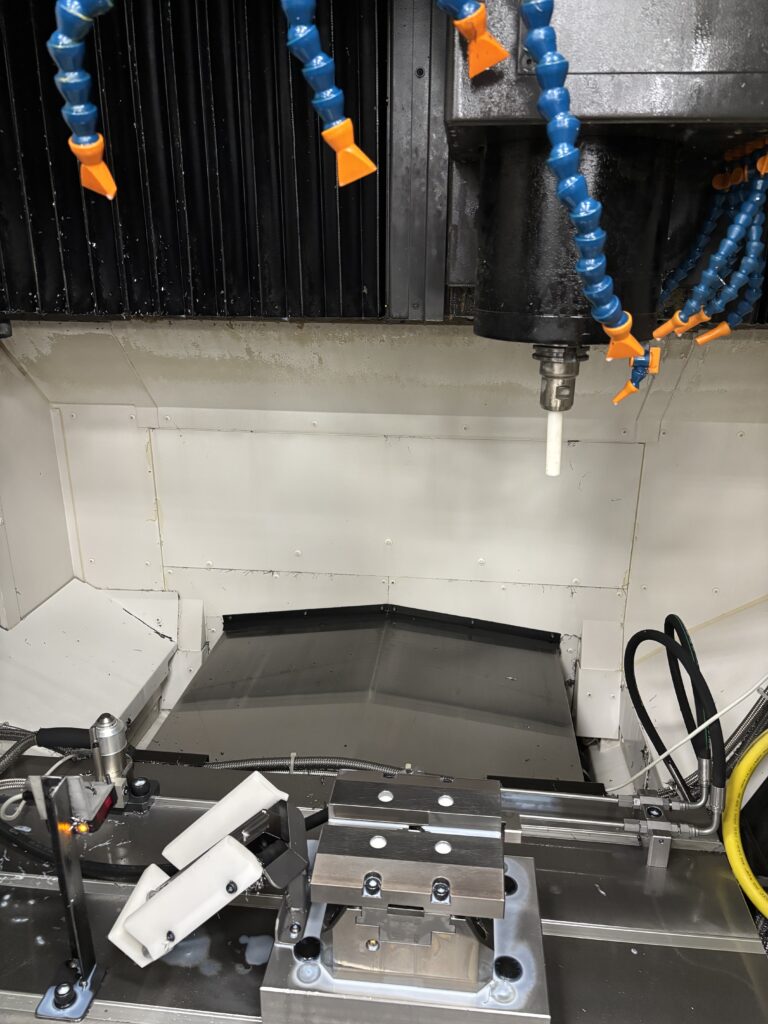
Another significant change in the RXM production line is the incorporation of an automated test-firing cell as part of the flow. In the past, completed firearms had to be moved from the production line to test-firing tunnels that were located in another part of the factory, where they were fired by workers to verify function. However, in the new RXM line, all test-firing is completed right there on the manufacturing line, as part of an automated process. The operator inserts a three-round magazine into the fixtured gun, and the machine loads the chamber and fires the gun to slide lock, to verify proper function (incidentally, the fired magazine stays with the gun after the function check, and ships with the gun). Doing this as part of the assembly line is a significant improvement over shipping the gun all over the factory floor for testing and packaging.
As a result of these efficiencies, and others, an RXM production line can build a large number of guns each day with a very small crew of operators.
PRECISION
The production numbers wouldn’t be nearly as impressive if the guns were poorly made, though, and that’s where the next manufacturing emphasis comes into play—Precision.
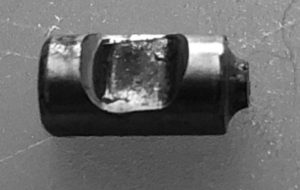
The machines that build the RXM’s parts are not only capable of holding exacting tolerances, they are self-monitoring to ensure they do. Touch probes are used to measure machined parts and verify they are built to exacting standards. How exact? The probes can measure to 0.0002” accuracy, and will alert the operator when the standard is not maintained, so the bad part can be rejected and the cause of the defect can be corrected.
The quality checks on manufactured parts are extensive and redundant, with multiple gages being used to verify critical dimensions. Barrels for the RXM are checked by three different gages, for example, to ensure the critical dimensions are within specs—anything that’s not, will be rejected and investigated.

Parts that are manufactured by vendors and supplied to Ruger undergo their own quality inspections, to ensure they meet standards. This is done by selecting random samples from each batch of parts that’s delivered. Safety-related parts (such as hammers, sears, etc.) are inspected at a higher rate than non-safety-related parts, like grips, but every batch is inspected when it arrives at the factory. If the selected parts fail to meet inspection standards, the batch will be rejected and the vendor contacted to correct the deficiencies.
ASSEMBLY AND INSPECTION
The goal of this effort is to ensure quality parts, made to exacting specifications, are delivered to the assemblers so they can build guns that meet Ruger’s standards. At the assembly station, trained workers put the guns together and complete an inspection checklist, before sending the gun off to a packing station.

At the packing station, another round of inspections is completed, to make sure the customer gets a good product, before the gun, accessories, and literature are placed in the box that will ship to the distributor and customer. Heath explained this two-step inspection process allows Ruger to have two sets of eyes on the final product, and allows them to catch deficiencies that might be overlooked by just a single inspector.
Of interest, the serial number of the gun is scanned during the various stages of manufacturing, and the progress of the gun is tracked, as it goes through all the operations. The shipping label for the gun cannot be printed by the packer and applied to the box if the automated audit of the tracking indicates that the gun may have skipped a manufacturing stage.
QUALITY CONTROLS
We’ll talk more about the customer service and warranty process in a bit, but it’s helpful at this point to note that inputs from the customer service process are integrated into the final assembly and inspection process. If a trend item emerges, based on customer complaints and returns, the final inspection checklists can be modified, and the assemblers and packers can be told to watch for the specific issue.
Furthermore, guns that are returned to the factory for service are now sent to the manufacturing cell that built them, instead of doing the work in an independent warranty station. Each manufacturing cell has an online customer service station at the end of the assembly line, and the employee working that position conducts random quality checks on the manufacturing machines, the assemblers, and the finished products. When guns that are still actively in production are returned for warranty service, this technician does the repair and provides feedback directly to the operators and assemblers who built the gun, just yards away, so they can be aware of the issue and take any necessary steps to prevent it from happening again.
In line with modern quality control processes, “score cards” with production and inspection metrics are posted at the end of each manufacturing line on a daily basis, to keep an eye on progress and identify/log any problems that negatively affected production. The data is collected and assembled into management-level reports that are reviewed on a weekly basis, to ensure things are staying on track, and fix them when they’re not.
NOT JUST RXM PISTOLS
I should probably emphasize here that while much of the early part of our factory tour focused on the new RXM production line, the focus on safety, efficiency, precision and quality that we were introduced to there, also translated to other manufacturing cells. Whether a cell is building Mark IV rimfire pistols or Wrangler revolvers, the Ruger team seems intently focused on improving the manufacturing process and delivering a better-quality product at the end of the line.

In example, in the coating cell, we saw how Ruger’s black oxide process is now being done robotically, in a sealed room where the parts move through on a conveyor system. There’s no longer a requirement for workers to don protective equipment and enter an environment full of caustic chemicals and fumes to apply the finish. Instead, a single worker can load and remove racks of parts outside the sealed room, as they start and finish their journey, without any dangerous exposure. Safe, efficient, consistent.

On the Wrangler revolvers, we saw how the barrel and frame meet each other on the assembly line and get joined, then the rest of the machining operations are performed on this single piece. Of particular note, the cuts for the front and rear sight are all done at the same time, so the sights are always properly clocked. This is a big improvement over older revolver assembly methods that involve screwing barrels into frames after the front sight has already been affixed to the barrel, and trying to time the sight properly as the barrel is torqued into place.
The Magnum-capable Super Wrangler revolvers offer another example of how precision manufacturing supports more efficient methods of assembly. The steel frames on the Super Wranglers start as castings in the New Hampshire plant, and are precision cut by CNC machines that deliver a frame that’s not only made to spec, but is smooth enough that it can be Cerakoted without needing a polishing operation, first. This reduces costs while delivering a product of consistent quality.
Speaking of Cerakoting, the parts on the Wranglers and Super Wranglers are all coated at the same time, to ensure the coating is the same on all of them. If the parts were individually painted (i.e., frames and barrels were coated separately, at different times), there might be a mismatch between the colors, but painting and baking them together ensures a consistent cosmetic appearance and improves manufacturing efficiency and quality.

MANAGEMENT PERSPECTIVE
Following our tour of the factory floor, we were able to sit down with the Assistant General Manager of the Prescott plant, Mr. Chris Anaya. Chris is part of the new management team brought in by President and CEO Todd Seyfert to improve Ruger’s manufacturing operation, and he was able to provide a unique perspective on the changes afoot in the factory and company.
Chris’ prior experience was in the medical manufacturing industry, but as an avid hunter and shooter, he understands the special importance of the products that Ruger makes, and is excited about Seyfert’s vision to improve the quality of Ruger firearms and the quality of life for the employees who make them.
Chris explained that Ruger hopes to accomplish the former, by focusing first on the latter. The new Ruger management team seems focused on building a good relationship with the employees, and improving the safety and comfort of their workplace on the factory floor, as a first step in a transformation of the company’s culture.

Ruger has traditionally positioned itself as a maker of value-level products—guns that were reliable, strong, and economical, but perhaps less-refined than others of the type. They built working guns for the common man, as the “arms makers for responsible citizens.”
The new management apparently seeks to make a slight tweak to that brand image. While the traditional values of reliability, strength and economy will be preserved, the company’s new leadership intends to make quality a defining factor that sets them apart from their competitors. “The customer quality experience is very important to the new management team,” Chris explained, “and we hope to make quality an important focus in everything we do on the factory floor, something every employee is focused on.”
The roadmap to achieving this objective, and getting buy-in from the employees who build the guns, starts with building a bond of trust between labor and management. This is something that CEO Seyfert has reportedly tried to prioritize from the start, as evidenced by his visit to the Prescott factory right after he took the helm. “Todd came out here, met the workers, shot the guns,” Chris explained, “and it hadn’t been done before.” At the far western edge of the Ruger map, the Prescott employees were mostly used to being ignored by the execs back in New Hampshire, so the immediate engagement they saw from the new CEO was both appreciated and seen as a symbolic change in corporate management style, according to Chris.
MORE QUALITY CHANGES
It seems important to the new management team for the priority shift to have some legs, and extend beyond the initial meetings and handshakes. To illustrate, their renewed focus on making quality the centerpiece of Ruger culture has taken a tangible form in the creation of a new position called the Customer Experience Auditor.
The Customer Experience Auditor is an experienced factory floor employee whose task is to look at the product from the customer’s point of view. He roams the first shift, pulling parts that are in-process from the machines, and finished guns that are ready to ship, and inspects them to determine if they’re being made to the company’s standards and the customer’s expectations.

The current Auditor is an employee with more than 15 years’ experience on the floor, and has made six of the eight product lines currently being manufactured at Prescott. He’s a guy straight from the assembly line, not from the boardroom, and when he visits with a machine operator it’s not a jeopardy event. This is designed and intended to be a cooperative visit with a peer, not a management inspection that puts the operator’s job at risk. The goal is for the auditor and the operator to collaborate and improve the operation, and Chris advises the program has “been a positive thing—a morale booster for the guys on the floor, who feel like they have more ownership in the manufacturing process.”
CUSTOMER SERVICE
The new management team has also focused more effort on the Customer Service operation. We previously discussed how guns that are still in production are being sent back to the assembly line and the people who made them, so they can get the feedback they need to improve the manufacturing process. This mixture of customer service and manufacturing is a new thing for Ruger, but appears to be producing positive results, according to the folks we spoke with in Prescott.
Chris told us that customers who call Ruger Customer Service are often surprised when they’re connected directly with the people who built, or are fixing, their gun. “Sometimes we’ll connect them to product engineers, the online customer service station in the manufacturing cell, or even to the product managers responsible for the product line, and they really seem to appreciate it.” A customer with a warranty issue is likely to be unhappy from the start, but these efforts to assure them that they’ll be taken care of are a good way to improve the relationship.
When we toured the Customer Service Department at the factory, I was rather shocked to see how small and quiet it was. The Prescott operation was staffed by three operators who received the calls and handled all the returns for service and the mailing of parts. The shelves at each station were mostly bare—it seemed there were few guns to fix, which jives with the low return rates that we were shown for the products produced at the Prescott factory.
The largest part of the customer service operation was the storage area that had warehouse-style, floor-to-ceiling racks with pallets of carefully catalogued parts that could be used to repair returned guns. Most all of these parts were for legacy designs that had been discontinued, since guns in current production are returned to the manufacturing cell, where new production parts are sourced directly from the assembly line to repair a broken gun.
IMPRESSIONS
So, what did I make of the visit?
I’ll start by saying I’ve been fortunate to meet and speak with execs from a wide range of businesses and industries, and it’s been my experience that all of them are talented at delivering “the commercial.” Heath, Chris, and the other members of Team Ruger that we met were no exception—they were all skilled communicators with a positive message about the company and the things they were working on.
Importantly, though, I was left with an impression that they weren’t just putting on a show. I detected an honesty and sincerity in my interactions with them that gave me encouragement for the future of Ruger. These folks seemed genuinely excited about the change in management direction at Ruger and the opportunities it presented to foster improved teamwork and a corresponding cultural shift towards enhanced quality.
In my brief time on the factory floor, I met employees who seemed happy to be part of the operation and proud of their work. I saw an industry-leading manufacturing cell with the latest technology and design structure, in the RXM line. I also saw legacy manufacturing lines that were being upgraded with the same tech and manufacturing engineering concepts, and portions of the factory floor that were being cleared to create new manufacturing cells for upcoming products (whose identities were withheld—we’ll just have to be patient and see what comes next).
The Ruger Team didn’t blink, deflect or spin when we asked tough questions about the problems Ruger has recently experienced with product quality, particularly with the revolvers we are more concerned about.3 They acknowledged that they’ve been wrestling with some quality issues, but were confident that they had a solid plan in place to address the shortfalls of the past, and build a better product for their customers in the future.
After getting a closer look at the technology, the people, and the new management team’s plan of action, I’m inclined to trust them. It will take a lot of effort and time to fully implement the desired changes, but I think Ruger is moving in the right direction.
As a consumer and an enthusiast, I want Ruger to succeed, and to build the guns that I know they are capable of. We’ll keep a close eye on their progress, while wishing them all the best in their effort to build the best Rugers possible.
*****
ENDNOTES
1.) Of course, this isn’t unique to our industry. Anyone who’s purchased a car, a washing machine, an airline ticket, or a ham sandwich in the last number of years knows, “they ain’t makin’ em like they used to.” Welcome to “progress.”
2.) It won’t surprise anyone that revolvers are our primary focus here, but it’s worth noting that Ruger sells a lot more rifles and semiautomatic pistols than revolvers. In 2025, net sales of rifles accounted for $338.2 million, net sales of pistols accounted for $141.9 million, and net sales of revolvers (both double action and single action) only accounted for $39.2 million, per the company’s 2025 10K Report. With so much emphasis being placed in other market segments (to include all the new product launches, for the past several years), it’s quite natural that we’d see major improvements in manufacturing technology and processes show up in the rifle and pistol lines first, then migrate to the revolver production lines, later. Hopefully us RevolverGuys will reap the benefits of the RXM project soon.
3.) It’s notable that the revolver products we hear the most complaints about (LCR, GP100, SP101, Blackhawks) aren’t even made in Prescott. Except for the Wranglers and Super Wranglers, all of Ruger’s revolvers are being made in Newport, NH. While we didn’t get to visit the Newport facility, I’m certain that the advancements in manufacturing design, processes, and tech that we witnessed in Prescott will eventually migrate to the Newport location, if they haven’t already started to.
It appears that things are definitely looking up for Ruger–and their customers , too.
Anytime a manufacturer invests big money in upgrading not only the quality of its products but also improving the comfort and safety of its employees, then there should be good results. Perhaps that’s why Beretta is hot to take over Ruger.
I have a Ruger Max 9 that I pocket carry at times. The prices of most of Ruger’s guns are very reasonable. Paid 299.00 for the Max 9 plus tax. Really like Ruger Products. Shortly going to be in the market for a Ruger 10 22 soon. Have shot out the brl on my Marlin model 60 after thousands of rounds.
Still EDC the old Taurus 7 shot snubby Revolver most days. It has served me well. Just cannot seem to be able to give it up. My constant companion.
Mine was a factory bobbed 617. Sold it to buy a Smith M&P .40C to back up my issued pistol.
Stupid. Stupid. Stupid.
It’s nice to hear that Ruger owners may actually get to speak to workers who build the guns.
Smith & Wesson customer service will not allow a caller to speak to an assembler or gunsmith.
Admittedly am a fan of Ruger, with revolvers, autos and bolt actions in inventory. Cannot say enough about Ruger’s Customer Service Team.
Years ago had a small (ish) issue with an SR1911. Had it resolved in a week’s time.
This is encouraging. I do hope they can keep their prices reasonable.
I think they’re very conscious of their position in the marketplace, and the price points they’re expected to compete at. The new products have been very competitively priced (the RXM beats the Glock by quite a bit, for example) and I wouldn’t expect them to abandon that focus.
Great news from down the street here in Prescott. Nice to hear Ruger is making the investments needed to do it right. Here’s hoping other manufacturers choose to follow their example.
Mike, yet another very well written article concerning an interesting gun topic of the day. Thanks for getting out there and searching for some credible insight into the Ol’ quality control issue. Putting internet information into perspective is a key take away.
Modern manufacturing really is amazing to me. I got the privilege of spending some time in the Daniel Defense facility and was mesmerized at watching raw parts/pieces going in one end and very nice firearms come out the other. Shooting tunnels and test ranges were very interesting, especially the tunnels and the electronic gathering of all the neat bullet flight data.
It would be interesting for me to have you tour a S&W manufacturing facility and compare and contrast the approaches and priorities of each company. I’m a S&W enthusiast and my wheel gun inventory reelects that, however I do own a GP100 and a New Vaquero, both guns have been great.
Back to the quality issues. My thought on the matter is that it is a balance issue between making quality products and affordability and which company can do that the best. All of the gun manufactures can produce absolutely the highest quality perfect guns, but can we afford to buy them?
Thanks Mike!
Glenn, I’ve toured the S&W facility in Springfield, MA, and it’s a different sort of animal, since it’s a production facility with historical roots and mix of new tech and legacy processes. The most comparable Ruger facility would be their Newport, NH location, and I’ve not been there, yet. Maybe someday.
I appreciate your thoughts about economy and quality. It’s definitely a balancing act.
I do respectfully disagree with the assumption that any company in the industry is capable of making a perfect gun, if they chose to. Beyond the technical, I think it requires certain cultural elements to design and build a high quality product, and some organizations just don’t have what it takes, right now.
I’m encouraged by what I’m seeing at Ruger, though. I think they understand the problem, and what they need to do, to get where they want to be. We’ll certainly be cheering them on, as they work on it.
Thanks to Mike, I was fortunate enough to be part of the “we” that attended this factory tour. I agree wholeheartedly with his observations and optimism about what Ruger is doing. I was very impressed with the people we met, and the corporate philosophy in place. I attended some factory armorer courses that concluded with factory tours in the 1990’s, so I thought I knew what to expect. I was blown away by the modern facility and manufacturing processes in place at Ruger. They are harnessing technology and applying it to an old-world art very successfully.
My new job has me teaching marksmanship to agents and officers from several federal agencies. The vast majority of them are currently issued Glock pistols. I had decided to pick one up so I could build familiarity and proficiency with the same type of gun with which I was instructing. I ordered a Ruger RXM from my local LGS to fill that role- largely based on what I saw on that tour (the grip angle and the iron sights sealed the deal).
I was at the range yesterday morning shooting it for the first time when Mike’s story posted. Out of the box, I fired 300 rounds of various brands of ammunition across the bullet weight spectrum with no malfunctions. The sights were well regulated, and the gun shot very well. The appearance and performance of this “off the shelf” pistol demonstrated that Ruger’s commitment to product QC is a real thing. I’m hoping what we saw at Prescott is taking place where Ruger builds their d/a revolvers, too.
Kudos for a comprehensive review of Ruger’s product improvement efforts. The attitude to ‘address the shortfalls of the past, and build a better product for their customers in the future’ is ever so critical for survival in this market, and it’s refreshing to see how these efforts are being carried out in real time.
I remember being at a Springfield, MA, company in the 1970s, and things then were close to primitive by comparison to Ruger at Prescott in 2025. Maybe your next tour can be at Maryville, TN.
I suspect that the advances in production technology at Prescott is also taking place in Newport (NH) as well as Mayodan (NC). The entire industry, whether Ruger, S&W, Beretta, Springfield, or HK has to keep its game at peak performance while maintaining the quality of that production at the highest level possible. Having ‘P320’ performance in today’s market is not going to cut it (unless you’re trying to get a DOD pistol contract).
The ultimate goal is to make your own products and services obsolete today before your competitor does it for you tomorrow.
The Maryville and Mayodan plants would be a good comparison, as they’re of the same generation. Maybe someday we’ll get an invitation to see them.
Ruger is my favorite manufacturer and this is all very encouraging to hear. I don’t want to see quality control issues hinder the renewed interest in double action revolvers more than it already has. I’m also hoping Ruger can withstand the current storm. I’m not sure that a Beretta takeover would be a good thing for fans of revolvers or lever action rifles.
By the way, was there any mention/discussion of Beretta’s attempt to seize control of Ruger’s board of directors?
At the time of our tour, in Nov 2025, Beretta had just completed its first large stock acquisitions, and was still keeping its cards held close to the vest. The more confrontational and public stage of their effort, to include their attempt to pack the Ruger BOD, was still very much in the future–four or five months away.
I was aware of the initial Beretta effort, but was more interested in seeing what Ruger was doing and planning, so I didn’t make it a focus in our conversations. Even now, I think it’s more important to focus on what Ruger is doing to improve Ruger, and let others worry about the corporate drama. I’d suspect Ruger management is telling their people to do the same–focus on the plan, the product, and the customer, and ignore the noise.
Don’t forget that Beretta owns Uberti and is the importer to the US of the Manurhin 73 revolver.
In recent years , I’ve criticized Ruger and other major US firearms companies of having little to no quality control, but Mike’s article easily dispels that idea–at least with Ruger’s Prescott plant. In any case, I wonder if Ruger’s North Carolina Marlin lever-action rifle factory, because it’s so new, uses the improved machinery and intense quality control/feedback loops as the Prescott plant, but I have no solid information on that topic.
This article also reminds me of the connection that the pre-WWII Stanley Tool Company had with its customers: every boxed Stanley tool had a card in it asking buyers for tips to improve the products. And the company often followed up with those ideas! At some point after the war, this practice of Stanley’s waned and then disappeared, along with the quality of the tools and customers’ satisfaction.
Spencer, I expect the Mayodan, NC plant is on par with Prescott, and perhaps even more current (technology-wise) because it was built more recently. They seem to be making some really nice Marlins in that plant–much better than the end years at the Connecticut plant, or anything Remington made.
As the owner of one of those new Ruger-made Marlin lever-action rifles (a Model 1894 .44 Magnum SBL), I was so pleased with it I that I penned an article about it on RevolverGuy! Its fit and finish rival Marlins that are generations older in my opinion.
I appreciate Ruger’s continued support of the .327 Federal Magnum cartridge, with both single- and double-action revolvers to choose from. I hope to acquire Single Sevens in the 3″ birdshead and 5″ Bisley in the not TOO distant future.
Props to Ruger for the latest LCP MAX in .380 ACP. The manual safety version with stainless steel slide compared VERY favorably to the much higher-priced (and lower capacity!) imported .380s on the dealer’s shelf. I told the salesman the LCP MAX would still be my pick even if it cost as much as your high falootin’ (and lower capacity!) SIG!
Can someone say the approximate time period when quality control issues with Ruger revolvers began to more frequently occur?
I ask this as I occasionally buy a used revolver online and wanted to factor the year of manufacture into my decisions.
I do have GP-100s and SP-101s that were made in the 1990s and I am well pleased with them.
Nice article. Wish Beretta would leave Ruger alone.
It ebbs and flows. Hard to pin it down by year, Gary. The last several years seems to be a rough spot, though.
Best thing you can do is inspect the particular sample before you buy. You won’t catch everything, because some issues don’t make themselves known until you shoot, but it’s a start.
I have owned 3 GP-100s. One bought in 1991, which was awesome. Another made in the mid-2000s, also awesome. Now one made in 2023, which is definitely NOT awesome. It went back to Ruger two months ago for excessive endshake. Returned to me after three weeks and is now having somewhat random cylinder lockups firing bland 38 Special ammo. Closely examining the fit and finish reveals many attention to detail failures, rough spots, and dings. (I bought it online at guns.com…rated in “Excellent” condition. In some places it looks like this gun was slapped together by an untrained employee. Very disappointing. Likely going back to Ruger again for the lockups. Apparently 2023 was a bad year in New Hampshire.
Rich, I’m sorry to hear about your experience, but I can’t say I’m surprised. I was just talking today to a fella with a new LCR that should never have left the factory with the problems it has.
The changes we’re hoping for can’t happen fast enough!
Great article, and I love a lot of the things Ruger is doing at that facility- specifically, the fact that test firing is part of the assembly process. Like you said, that’s much more efficient than running crates of guns all over a factory. So many places went to random batch test firing, or none at all, that it’s pretty amazing every single one of Ruger’s $400 blue collar guns gets test fired. Yeah, it’s only three rounds, but that’s more test firing than happens at a lot of manufacturers.
Indeed, it’s pretty impressive they’re doing that.
Mike, Three rounds could make sense in a self loader, and it’s better than nothing in a wheel gun, but with a revolver it seems to me there are as many chances for something to go wrong as there are chambers in the cylinder. I expect there’s some math the QC wonks and the bottom line bean counters can use to explain why three is enough. Mike, was there ever a time when test firing meant a whole cylinder’s worth?
As with all things in life, it depends.
At S&W, as far back as I can remember (at least the 1970s, maybe further), they’ve fired three rounds in revolvers. Every other chamber in a KLN, and the Js would have two together, then the chamber opposite. That still seems to be the standard today, when you look at the burn rings on a NIB gun (as long as someone didn’t negligently skip it).
I suspect, though, that guns destined for LE contracts may have been given different treatment. I know that was the case at Ruger in the 1980s, where LE contract guns had all chambers fired, even if the commercial guns did not. I’d presume S&W did the same, particularly for federal contracts, but don’t know for sure.
Mike, thanks for another very informative article. It is encouraging to hear that Ruger seems to be on the right track. In about 1982 my high school buddy and I bought matching 181 series Mini-14s. We roamed many a mile in the piney woods of North Louisiana packing those rifles around. Every time it comes out of the safe it takes me back there. Several Ruger’s later, I am still a fan. In fact, I have my eye on a Super Wrangler since it’s now offered with the 4.62 in barrel. I guess I will be heading down to my LGS now!! Thanks again Mike.
Let me know how it shoots, buddy! That’s the new one with the 250th Anniversary logo, right? Very cool, that.
Speaking of quality control, there’s something broken with your website; comments and articles aren’t showing up for me for days after they’re posted. I check the site each morning and didn’t see this article posted until today.
Jeb, you need to delete your browser shortcut/favorite and any cookies for RevolverGuy, then create a new shortcut/favorite, now and then.
Don’t ask me why, it’s just how the eggheads make it work.
Mike great article and review of the Arizona operation. Is it possible for you to get a visit to NH where the rest of the revolvers are assembled? I would love to read a compare and contrast between the facilities.
I’d like to do that Bill. I’m working on arranging it.